Protecting the Environment - Kyger Creek
Kyger Creek Station meets or exceeds the environmental standards
set by state and federal regulations. Originally built for
$134 million, Kyger Creek has invested more than $1 billion in
environmental upgrades since its original construction.
Plant employees take great pride in providing low-cost electricity
while protecting air and water quality, recycling of materials,
and maintaining an exemplary record of public and workplace safety.
- Kyger Creek Station invested $53 million to modify the coal yard
and all five boilers to burn low-sulfur Western coal to improve
the plant's environmental performance and increase its fuel flexibility.
- Overfire air systems reduce nitrogen oxide (NOx) emissions by
up to 60 percent. An overfire air design injects air above
the burning zone in the boiler to enhance combustion.
This infusion of air limits the formation of nitrogen dioxide,
thereby reducing the formation of NOx, a precursor to ozone.
Overfire air was installed in the late 1990's at a cost of
approximately $4.2 million.
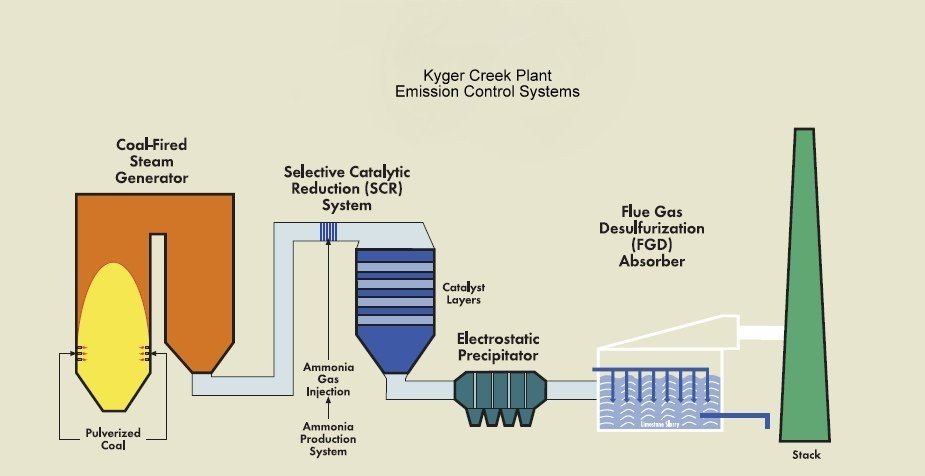
- Selective catalytic reduction (SCR) systems and an ammonia production
facility operate year round on all units to reduce nitrogen oxide (NOx)
emissions up to 90 percent. Ammonia injected into the plant's
exhaust gases causes a chemical reaction as the gases pass over
a catalyst, converting the nitrogen oxide to harmless atmospheric
nitrogen and water. The ammonia is manufactured on an
as-needed basis through a unique process that coverts urea
(commonly used as a fertilizer) into ammonia. Total capital
investment for the entire project was approximately $191 million.
The SCR system began operation in 2003, a full year earlier than required.
- Electrostatic precipitators remove more than 99 percent of all
fly ash particles produced by coal combustion. In precipitators,
fly ash from burning coal passes through electrically-charged plates,
which pull the ash particles out of the exhaust gas stream.
The original precipitators were replaced at a cost of $79 million
in the late 1970's.
- In late 2011 and early 2012, Jet Bubbling Reactor (JBR) scrubbers
came online with over $650 million invested in the project.
JBR systems use a limestone-water slurry to remove up to 98 percent
of the sulfur dioxide (SO2) that results from coal combustion.
The resulting by-product of this JBR process is gypsum, which can be
used as an agricultural soil amender or safely managed in a landfill.
- Automated Continuous Emission Monitoring Systems (CEMS) installed
in the plant stacks monitor stack gas emissions. These highly
accurate systems help ensure compliance with clean air requirements
for SO2 and NOx emissions and opacity.
- A large percentage of the plant's boiler slag is recycled and sold to
shingle manufacturing and blasting grit markets.